摘要:重庆市某生活垃圾渗滤液污水处理厂,处理规模400m3/d,采用全量化处理工艺,预处理段采用“调节池+生化+MBR膜反应器+纳滤+(STRO)”工艺,浓缩液段采用“混凝沉淀+深度氧化+活性炭吸附工艺”,出水要求达到《生活垃圾填埋污染物控制标准》(GB16889-2008)表2排放标准限值。通过工程实际应用分析该系统处理效果,结果表明,系统处理效果COD平均去除率为99.43%,氨氮为98.55%,TN为98.40%,SS为99.00%,处理效果稳定。其中COD去除率贡献最大的工艺段为硝化+超滤反应段,浓缩液减量化处理段对COD去除率达90%以上。
关键词:垃圾;渗滤液;全量化处理;浓缩液;工程应用;
Abstract:A domestic waste leachate sewage treatment plant in Chongqing, with a treatment capacity of 400 m3/d, adopts the full quantitative treatment process. The pretreatment section adopts the process of “Regulating tank + Biochemistry +Membrane reactor + Nanofiltration +(STRO)” and the concentrated liquid section adopts the process of “Coagulation sedimentation + Deep oxidation + Activated carbon adsorption”. The effluent is required to meet the emission standard limits in Table 2 of the standard for the control of pollutants in domestic waste landfills(GB16889-2008). Through the practical application of the project, the treatment effect of the system is analyzed. The results show that the average removal rate of COD, ammonia nitrogen, TN and SS is 99.43 %, 98.55 %, 98.40 % and 99.00 %, respectively. The treatment effect is stable. Among them, the process section with the largest contribution to the COD removal rate is the nitrification + ultrafiltration reaction section, and the concentrated solution reduction treatment section has a COD removal rate of more than 90 %.
Keyword:garbage; leachate; fullquantification; concentratedliquid; engineering application;
1 前言
目前,针对城市生活垃圾的处理,无论采用直接焚烧发电还是卫生填埋,都面临垃圾渗滤液处理的难题[1]。渗滤液成分复杂、污染物浓度高,若处理不当会对地下水、土壤、大气等造成严重的二次污染。国内外均对渗滤液处理制定了严格的排放标准。我国在2008年颁布了《生活垃圾填埋场污染控制标准》(GB16889-2008),其中渗滤液处理排放标准显着升级,化学需氧量(CODCr)、氨氮等主要污染物指标受到严格管控[2,3]。
综上所述,作为生活垃圾焚烧处置过程的配套项目,渗滤液处理已成为当前环保高压下监管部门重点督查对象,同时由于涉及到污染物处置和排放问题,受到社会群众的密切关注和重视,因此垃圾渗滤液的处理和处置面临着新时期的严格考验。在环保新形势下,不仅要求环保企业严格管理垃圾渗滤液处理过程,控制污染物排放标准,也对渗滤液处理技术提出更高标准,以满足日益增长的环保需求[4,5,6]。
我国目前使用较多的垃圾渗滤液处理工艺为膜生物反应器+双膜法(NF/RO)的组合工艺,但膜技术费用高,且产生的浓缩液需进一步处理[7]。膜浓缩液常规技术多采用MVR蒸发技术处理,生成结晶盐,存在增加处理成本,处理后杂盐销售路径难寻找等问题[8]。故本工程为解决此类问题,采用垃圾渗滤液全量化处理工艺,为此类项目实践应用提供基础。
2 工程概况
2.1 基本情况
重庆某生活垃圾渗滤液污水处理厂设计处理量为400 m3/d,采用“调节池+生化+MBR膜反应器+纳滤+(STRO)”工艺,纳滤浓缩液采用“混凝沉淀+深度氧化+活性炭吸附工艺”,出水达到《生活垃圾填埋污染物控制标准》(GB16889-2008)表2排放标准限值。
垃圾渗滤液成分复杂,除了高浓度的氨氮外,还有高浓度的COD、碱度、总硬度及大量的SS。膜浓缩液的特点为COD极高,导致在一定的生化条件下,部分难降解的有机物一直存在于污水中很难去除。
鉴于国内用此种工艺处理生活垃圾渗滤液,尤其经纳滤膜后浓缩液的运行数据较少,本研究拟通过污水处理厂生产运行实际处理效果,并对各工艺段进出水水质进行监测研究,分析各段污染物去除率,为垃圾渗滤液全量化处理设计、运营提供参考。
2.2 设计进出水水质
本项目进水主要为生活垃圾渗滤液,出水达到《生活垃圾填埋污染物控制标准》(GB16889-2008)表2排放标准限值。设计主要进、出水水质指标见表1所示。
表1 设计进、出水指标

2.3 工艺流程
污水厂工艺流程:
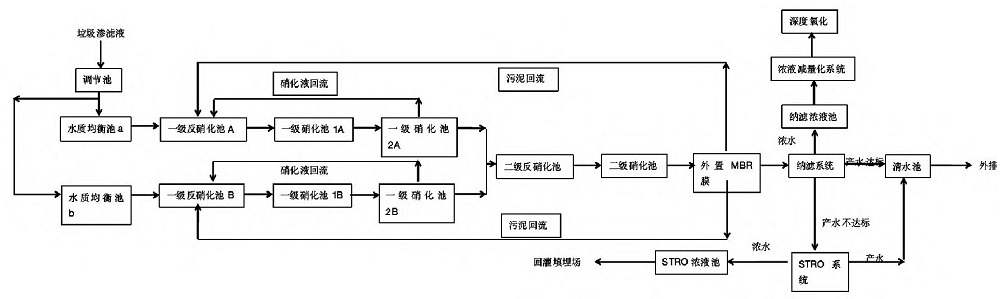
图1 污水厂工艺流程图
浓液减量化系统:

图2 浓液减量化工艺流程图
本工程工艺流程如图1、图2所示。本工程工艺段主要包括生化预处理段与浓缩液减量化处理段。垃圾渗滤液由均衡池、调节池进行均质均量后进入生化反应段。生化池采用两级A/O工艺,即预反硝化池、一级反硝化池、一级硝化池、二级反硝化池、二级硝化池,分为两列(A线、B线),两列并联运行。AO系统在池形设计上参照改良A-A/O工艺,实现完全混合式和推流式的结合,以达到更好的流态,提升处理效果。经生化反应后的出水进入膜过滤系统进行深度处理,膜系统包括纳滤及STRO,其中STRO为热备系统,常规来水时可不运行。深度处理后的膜浓缩液进行减量化处理,其主要工艺为混凝沉淀+深度氧化+活性炭吸附工艺。
2.4 监测方法
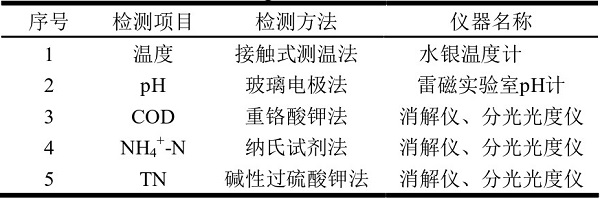
主要检测项目为温度、pH、COD、NH4+-N、TN、TP等,主要检测仪器见表3。
表3 主要检测方法及仪器
3 调试运行
本工程于2020年19月初开展运行调试,调试主要包括系统单机调试,系统清水联动试车,工艺调试即接种活性污泥、驯化培养细菌,以确定符合实际进水水质水量的工艺控制参数,并在确保出水水质达标的前提下,尽可能降低能耗等。调试周期为90天,其中预处理调试为20天,生化系统80天左右达到满负荷,深度处理约30天达到满负荷。
调试工作主要工作内容包括构筑物及设备管道的清洁检查,生化系统进泥,预处理系统调试,生化系统负荷调试,膜系统调试,浓液处理单元调试考核及验收,进入试运行阶段。
调试过程中遇到异常情况及预案措施包括:
3.1 高温应对
在高温时,污水经过污水池系统、预处理系统、调节池系统散热后,进入生化池水温在35~40℃左右。夏季高温主要对膜生化反应器影响较大,当反应器温度高于40℃时,好氧微生物将会死亡,因此膜生化反应器设有配套的冷却系统,当反应器内反应温度过高时,冷却系统启动对生化进行冷却。
3.2 出水COD超标
导致最终出水COD超标的原因可能为废水COD远超过设计值。处理措施主要有:当MBR系统曝气风量还有富余量时,提高曝气风量;降低进水量;降低进水COD浓度,如采用低COD浓度的废水与高COD浓度的废水混合,使生化进水COD稳定在设计值左右。
3.3 硝化池溶解氧过低
硝化池溶解氧过低一般由以下几种原因造成:系统进水氨氮负荷过高;系统污泥浓度过高;生化液位过低;曝气系统出现异常。
解决方案包括:降低进水负荷;及时排泥,降低污泥浓度;提高生化液位至设计液位;检查曝气系统是否异常。
3.4 泡沫控制
低负荷时容易形成生物泡沫,主要控制手段为投加消泡剂。可以采用具有强氧化性的杀菌剂,如氯、臭氧和过氧化物等。还有利用聚乙二醇、硅酮生产的市售药剂,以及氯化铁和铜材酸洗液的混合药剂等。本项目生化系统设置了消泡剂加药系统,在生化系统产生泡沫时启动消泡剂投加系统,消除泡沫对系统正常运行带来的不利影响。
3.5 管道泄漏
当管道发生破裂时,流经管道的污泥可废水会流入地表,如不妥善处理,将有可能造成严重的环境污染。由于架空管道的泄露容易发现,维修比较简单,故本工程主要管道均采用架空方式。管道泄露时,停止进入管道介质并排空后,根据其不同的材质采用不同的焊接、粘接等方式处理即可。
4 结果与讨论
4.1 系统总体处理效果分析
该工程于2021年年初正式运行,组合工艺对垃圾渗滤液的COD、NH4+-N、TN及SS具有良好且稳定的去除效果,当进水COD为6200~14900 mg/L、NH4+-N为1500~2500 mg/L、TN为1800~2800 mg/L及SS为800~1200 mg/L为时、出水COD为60~80 mg/L、NH4+-N为10~20 mg/L、TN为30~40 mg/L及SS为10~15 mg/L。COD、NH4+-N、TN及SS的去除率分别达到99.43%、99.55%、98.40%、99.00%。出水各项指标均满足《生活垃圾填埋场污染控制标准》(GB 16889-2008)。
4.2 系统各工艺段对COD去除效果
该系统各工艺段对垃圾渗滤液COD的去除效果如图3所示。当进水COD为6200~14900 mg/L时,硝化反硝化系统、超滤系统、纳滤系统出水COD分别为2300~3000 mg/L、1000~1260 mg/L、60~80 mg/L。组合工艺对COD的总去除率均大于99%。其生物处理系统的微生物充分利用垃圾渗滤液中可生物降解有机物进行自身新陈代谢作用,去除COD,为降低了后续深度处理单元的负荷。超滤系统通过膜过滤作用进一步降低系统中COD的含量。生化系统结合超滤系统对COD去除率达93%,为COD去除率贡献最大的工艺段。随后渗滤液进入纳滤膜系统进行进一步处理。系统内配备STRO热备单元,当来水异常时作为应急处理单元使用,保障出水稳定性。
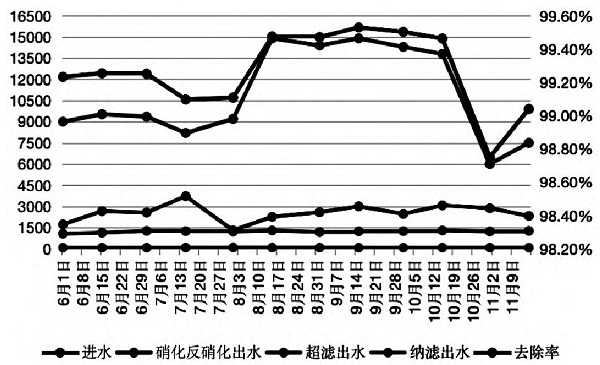
图3 各工艺段对COD去除效果
4.3 系统各工艺段对NH4+-N去除效果
该系统各工艺段对垃圾渗滤液NH4+-N的去除效果如图4所示。当进水NH4+-N为1500~2500 mg/L时,硝化反硝化系统、超滤系统、纳滤系统出水NH4+-N分别为15~20 mg/L、10~20 mg/L、10~15 mg/L。组合工艺对NH4+-N的总去除率均大于99%。生物处理系统采用两级硝化反硝化,通过硝化菌自养好氧硝化作用、反硝化菌异养兼氧反硝化作用充分利用完成氮的去除。通过生物反应段进行了较为彻底的硝化作用,NH4+-N去除率达到99%以上。后续超滤与纳滤系统几乎对氨氮去除率无影响。
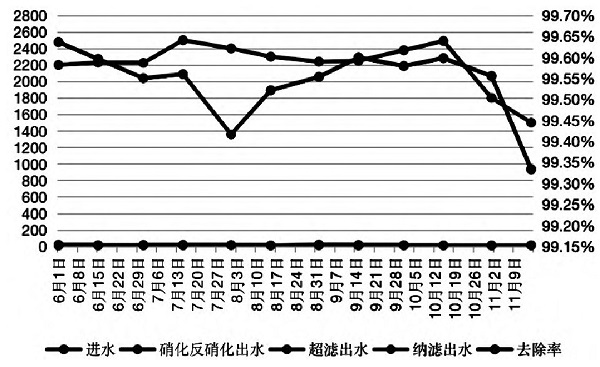
图4 各工艺段对NH4+-N去除效果
4.4 系统各工艺段对TN去除效果
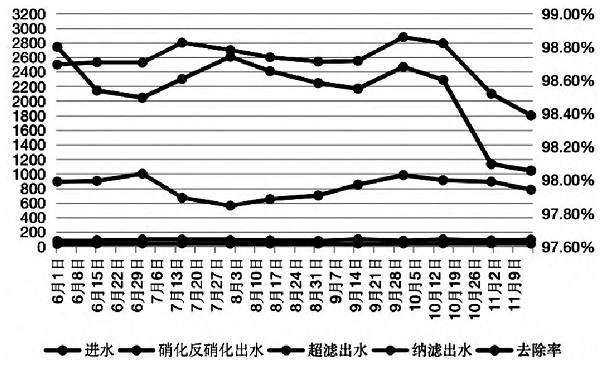
图5 各工艺段对TN去除效果
该系统各工艺段对垃圾渗滤液TN的去除效果如图5所示。当进水TN为1800~2800 mg/L时,硝化反硝化系统、超滤系统、纳滤系统出水TN分别为500~1000 mg/L、80~100 mg/L、30~40 mg/L。组合工艺对TN的总去除率均大于98%。生物处理系统采用两级硝化反硝化,通过硝化菌自养好氧硝化作用、反硝化菌异养兼氧反硝化作用充分利用完成氮的去除。通过生物反应段进行了较为彻底的硝化作用,TN去除率达到80%以上。后续经超滤系统、纳滤系统进一步对TN起到一定去除作用。
4.5 浓缩液减量化工艺段去除效果
经统计分析浓缩液处理段进水COD为3000~5000 mg/L,出水COD为300 mg/L,去除率>90%。该处理段依次经过混凝沉淀、深度氧化、活性炭吸附工艺,通过化学反应、化学氧化、物理吸附作用降解COD。一级处理为混凝沉淀COD的去除率为50%;二级处理为中温湿式催化氧化系统,COD的去除率为85%;三级处理为活性炭吸附,COD的去除率为10%。
5 浓液减量化工程运行参数
浓液减量化工艺段对本污水厂垃圾渗滤液是否实现全量化处理起到至关重要的作用,因此本研究重点开展了浓缩液处理各工艺段工程实际运行参数的分析,结果如下:混凝沉淀工艺,调整混凝清液出水pH值在4为宜。中温催化氧化反应器是浓缩液氧化反应的主要场所,工况条件为反应温度60~65℃,反应p H1.5~3.5,反应时间>10 h。药剂投加量催化剂为1.5~3.0 kg/m3,双氧水为30~40 L/m3(每1000 mg/L COD投加10 L/m3双氧水),氧化剂B为1~2.5 kg/m3,中和沉淀池:调节中和沉淀的pH值到9左右。
6 结论
本论文重庆某生活垃圾渗滤液污水处理厂作为研宄对象,采用全量化处理工艺,预处理段采用“调节池+生化+MBR膜反应器+纳滤+STRO”工艺,浓缩液段采用“混凝沉淀+深度氧化+活性炭吸附工艺”,通过对生产实际运行数据分析,有利于指导同类垃圾渗滤液全量化项目的运行,并由此得出如下结论:
(1)本工程组合工艺对垃圾渗滤液的当进水COD为6200~14900 mg/L、NH4+-N为1500~2500 mg/L、TN为1800~2800 mg/L及SS为800~1200 mg/L为时、出水COD为60~90 mg/L、NH4+-N为10~20 mg/L、TN为30~40 mg/L及SS为10~15 mg/L。对COD、NH4+-N、TN及SS的去除率分别达到99.43%、98.55%、98.40%、99.00%,具有良好且稳定的去除效果出水各项指标均满足《生活垃圾填埋场污染控制标准》(GB 16889-2008);
(2)其中浓缩液处理段一级处理为混凝沉淀,COD的去除率设计为50%;二级处理为中温湿式催化氧化系统,COD的去除率设计为85%;三级处理为活性炭吸附,COD的去除率设计为10%;
(3)浓缩液处理各工艺段工程实际运行参数为:混凝沉淀工艺,调整混凝清液出水pH值在4为宜。中温催化氧化反应器是浓缩液氧化反应的主要场所,工况条件为反应温度60~65℃,反应pH 1.5~3.5,反应时间>10 h。药剂投加量催化剂为1.5~3.0 kg/m3,双氧水为30~40 L/m3(每1000 mg/L COD投加10 L/m3双氧水),氧化剂B为1~2.5 kg/m3,中和沉淀池:调节中和沉淀的pH值到9左右。
参考文献
[1]高原.垃圾渗滤液处理现状及存在问题初探[J] .绿色科技, 2017(20):2.
[2]班福忱,韩雪,姜亚玲.生活垃圾焚烧厂垃圾渗滤液处理工程实例[J] .水处理技术, 2015,41(9):4.
[3] OLOIBIRIV,CHYS M,WANDELSD,et al.Removal of organic matter and ammonium from landfill leachate through different scenarios:operational cost evaluation in a full-scale case study of a Flemish landill[J].JJournal of Environmental Management,2017,203:774-781.
[4]李颖.垃圾渗滤液处理技术及工程实例M] .中国环境科学出版社, 2008.
[5]刘宁,陆杰,罗琦,等.垃圾渗滤液膜浓缩液中总氮深度脱除的工艺优化及微生物机理解析[J]。工业水处理, 2022 ,42(5):10.
[6]张珺蓉,应润兵.垃圾渗滤液浓缩液资源化技术研究[J].广东化工, 2016,43(14):3.
[7]仲雨.垃圾渗滤液浓缩液处理技术[J] .清洗世界, 2022 ,38(4):3.
[8]曾武,邹卫东,陈清,等.芬顿组合工艺处理垃圾焚烧电厂渗滤液处理厂反渗透浓缩液的中试研究[J] .广东化工, 2018.45(7):3.